



레이저 측정기(Laser Measurement System) 완벽 가이드: 빛의 자 2.0

Industrial Laser Measurement
산업용 레이저 측정기:
마이크로의 오차도 허용하지 않다
0.1µm의 반복 정밀도와 2D/3D 형상 스캐닝 기술.
적색 레이저의 한계를 넘는 청색 레이저(Blue Laser)로 난반사 재질까지 정복합니다.
1. 산업용 레이저 측정기란? (Deep Dive)
레이저 측정기(Laser Measurement System)는 레이저 빔을 대상물에 조사하고 반사되어 돌아오는 빛을 CMOS 센서로 수광하여 거리와 형상을 측정하는 비접촉 광학 계측기입니다. 접촉식 게이지의 마모 오차나 제품 손상 우려 없이, 고속 생산 라인에서 전수 검사를 가능하게 하는 핵심 품질 관리 툴입니다.
2026년형 모델은 고온이나 광택이 있는 표면에서도 안정적인 '청색 레이저(Blue Laser)' 기술과, 복잡한 형상을 3D 점군 데이터(Point Cloud)로 변환하는 '온보드 프로세싱' 기능이 표준화되었습니다.
비접촉 계측의 3대 핵심 가치
1. 나노급 정밀도 (Ultra Precision)
삼각 측량법(Triangulation) 원리를 이용하여 마이크로미터(µm)를 넘어 0.1µm 단위의 미세 변위까지 감지합니다. 이는 머리카락 굵기의 1/1000 수준입니다.
2. 재질 무관 (Material Independence)
검은색 고무, 투명한 유리, 반짝이는 금속 등 기존 센서로는 측정이 어려웠던 난해한 재질도 특수 광학계와 알고리즘 보정을 통해 정확하게 측정합니다.
3. 인라인 전수 검사 (100% Inspection)
샘플링 검사가 아닌, 흐르는 생산 라인 위에서 모든 제품을 초고속(최대 392kHz)으로 측정합니다. 불량품을 즉시 배출(Reject)하여 출하 불량을 제로화합니다.
2. 기술 심층 분석: 빛의 파장과 방식
레이저의 색상과 측정 방식에 따라 성능 차이가 큽니다. 현장에 맞는 최적의 기술을 선택해야 합니다.
1. 삼각 측량법 (Triangulation)
레이저 발광부와 수광부(렌즈)의 각도를 이용하여 거리를 계산합니다. 근거리 정밀 측정에 가장 많이 쓰이며, 응답 속도가 매우 빠릅니다.
2. 청색 레이저 (Blue Laser)
적색 레이저(650nm)보다 파장이 짧은 청색 레이저(405nm)는 초점이 더 작고 선명하게 맺힙니다. 반사율이 높은 금속이나 반투명 재질 측정 시 노이즈가 적습니다.
3. 공초점 (Confocal) / 간섭계
다중 파장의 빛을 이용하거나 빛의 간섭 현상을 이용합니다. 유리 두께나 투명 필름 층간 두께를 측정하는 데 특화된 하이엔드 기술입니다.

| 구분 | 1D 변위 센서 (Point) | 2D 프로파일러 (Line) | 3D 스캐너 (Area) |
|---|---|---|---|
| 측정 영역 | 한 점 (높이/두께) | 단면 라인 (형상/윤곽) | 전체 체적 (XYZ) |
| 속도 | 매우 빠름 (수십 kHz) | 빠름 (수 kHz) | 보통 (프레임 단위) |
| 주요 용도 | 진동, 런아웃, 두께 | 용접 비드, 갭/단차 | 부품 전수 검사, 빈피킹 |
| 비용 | 저렴함 | 중간 | 높음 |
3. ROI 분석: 측정의 디지털 전환
수동 측정은 오차가 많고 데이터화가 어렵습니다. 자동 측정 시스템 도입은 품질 데이터의 자산화를 의미합니다.
| 비교 항목 | 수동 측정 (버니어/게이지) | 자동 레이저 측정 | 개선 효과 (Benefit) |
|---|---|---|---|
| 측정 오차 | 작업자 숙련도에 의존 | 누가 재도 동일 (R&R 우수) | 품질 신뢰도 향상 |
| 검사 수량 | 샘플링 (전수의 5% 미만) | 100% 전수 검사 | 불량 유출 0ppm 달성 |
| 데이터 활용 | 수기 기록 (분석 어려움) | 실시간 서버 전송 | 경향 관리 및 예지 보전 |
4. 도입 예산 가이드: 용도별 적정 솔루션 (Budgeting)
측정 대상의 정밀도와 스캔 범위(FOV)에 따라 센서의 가격대가 형성됩니다.
1. 보급형 변위 센서 (General Purpose)
50만 원 ~ 150만 원사양: 적색 레이저, 분해능 10µm. 단순 유무 감지, 박스 높이 측정, 롤 지름 측정 등 일반 자동화 라인에 널리 쓰이는 모델입니다.
2. 정밀형/청색 레이저 (High Precision)
200만 원 ~ 500만 원사양: 청색 레이저, 분해능 0.5µm. 반도체 웨이퍼 두께, 2차전지 전극 두께, 스마트폰 조립 단차 등 정밀 계측용입니다.
3. 2D/3D 프로파일러 (Line Profile)
800만 원 ~ 2,000만 원사양: 라인 스캔, 온보드 연산. 용접 비드 검사, 도포 형상(Sealer) 검사, 부품 조립 상태 검사 등 형상을 분석하는 고급 시스템입니다.
5. Industry 4.0: 스마트 품질 제어
레이저 센서는 단순한 측정기를 넘어 로봇과 설비를 제어하는 눈(Eye) 역할을 수행합니다.
- 실시간 피드백 제어: 압연 공정에서 강판 두께를 측정하고, 롤러의 압력을 즉시 조절하여 두께를 일정하게 유지합니다.
- 3D 매핑 (Mapping): 제품 표면 전체를 스캔하여 3D 형상 지도를 만들고, 찍힘이나 스크래치 같은 외관 불량을 AI로 검출합니다.
- 멀티 센서 연동: 여러 대의 센서를 연결하여 두께(상하 차이), 폭, 평탄도를 한 번의 스캔으로 동시에 계산합니다.
6. 엔지니어를 위한 예방 정비(PM) 체크리스트
광학 기기인 레이저 센서는 렌즈의 청결 상태가 생명입니다. 오염은 난반사를 일으키고 측정값을 튀게 만드는 주원인입니다. 정기적인 관리로 최상의 컨디션을 유지하십시오.
| 점검 주기 | 핵심 점검 항목 (Check Point) |
|---|---|
| 매일 (Daily) | 발광부/수광부 윈도우 먼지 제거, 측정값 영점(Zero) 확인 |
| 주간 (Weekly) | 마스터 게이지(Block Gauge)를 이용한 정밀도 교정, 케이블 꺾임 확인 |
| 월간 (Monthly) | 센서 고정 브라켓 풀림 확인, 쿨링 팬 필터 청소(고출력 모델) |
7. 실무 FAQ: 현장 엔지니어의 핵심 질문
현장에서 자주 겪는 난반사 문제, 투명체 측정, 진동 노이즈에 대한 전문가의 해결 팁입니다. 올바른 설정만으로도 측정 안정성을 획기적으로 높일 수 있습니다.
Q. 금속 표면에서 측정값이 너무 튑니다. (Hunting)
A. 금속의 헤어라인이나 광택 때문에 난반사가 생기기 때문입니다. 센서 설정을 'MSR(Multi-Select Reflection)' 모드로 변경하거나, 평균 횟수(Averaging)를 늘려보세요. 가장 확실한 건 '청색 레이저'를 사용하는 것입니다.
Q. 유리나 투명 필름도 측정이 되나요?
A. 일반 삼각 측량 센서는 레이저가 투과되어 버립니다. '정반사 모드'를 지원하는 센서나, 초점 거리를 이용하는 '공초점(Confocal)' 방식, 또는 '분광 간섭형' 센서를 사용해야 합니다.
Q. 설비 진동 때문에 값이 흔들립니다.
A. 센서 자체의 문제가 아니라 타겟이 흔들리는 것입니다. 센서와 타겟을 동일한 프레임에 고정하여 상대 진동을 없애거나, 측정 데이터를 '이동 평균(Moving Average)' 필터로 부드럽게 처리하십시오.
8. 산업별 성공 도입 사례 (Case Study)
이차전지, 스마트폰, 자동차 산업에서 레이저 측정 기술이 어떻게 품질 혁신을 이끌어냈는지 확인해 보십시오.
극판의 코팅 두께를 3대의 레이저 센서로 실시간 측정하고 코터(Coater) 갭을 자동 제어하여, 두께 편차를 ±1µm 이내로 관리했습니다.
액정과 프레임 사이의 미세한 단차와 틈새를 2D 프로파일러로 전수 검사하여, 방수 성능 불량을 사전에 차단했습니다.
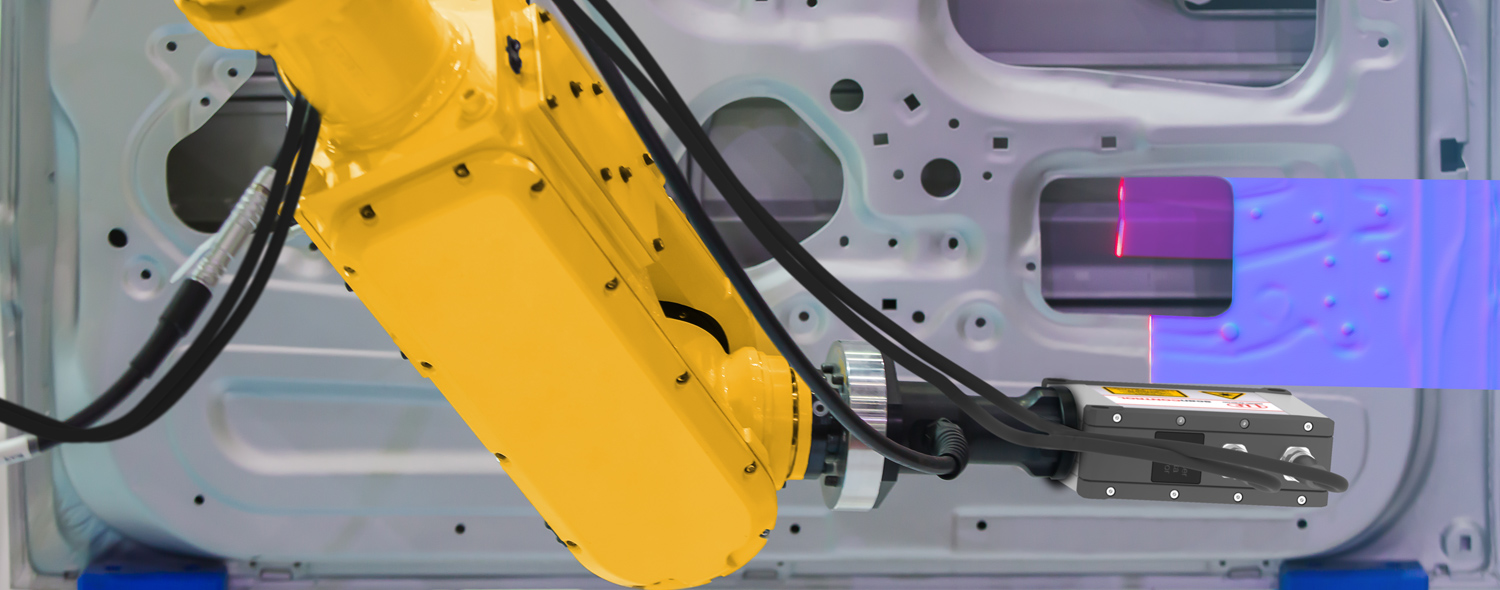
로봇 용접 후 비드의 높이와 너비를 레이저로 스캔하여, 용접이 끊기거나 덜 된 부위를 자동으로 판별하는 시스템을 구축했습니다.
9. 도입 후 트러블 사례와 사전 대책 (Troubleshooting)
측정 오류는 대부분 환경적 요인에서 비롯됩니다. 주요 문제 증상별 원인을 파악하고 신속하게 대처하는 매뉴얼입니다.
| 장애 현상 (Symptom) | 원인 분석 (Cause) | 해결 (Solution) |
|---|---|---|
| 측정값 표류 (Drift) | 온도 변화에 의한 브라켓 팽창 | 인바(Invar) 소재 지그 사용, 예열 시간 준수 |
| 갑작스런 에러 (Error) | 렌즈에 물/기름 튐, 타겟 벗어남 | 에어 퍼지(Air Purge) 장착, 측정 범위 확인 |
| 데이터 통신 끊김 | 노이즈 유입, 케이블 단선 | 쉴드 케이블 사용 및 접지 강화, 배선 정리 |


